
(11) 4544-1041 (11) 4544-1042
vendas01@frwtech.com.br
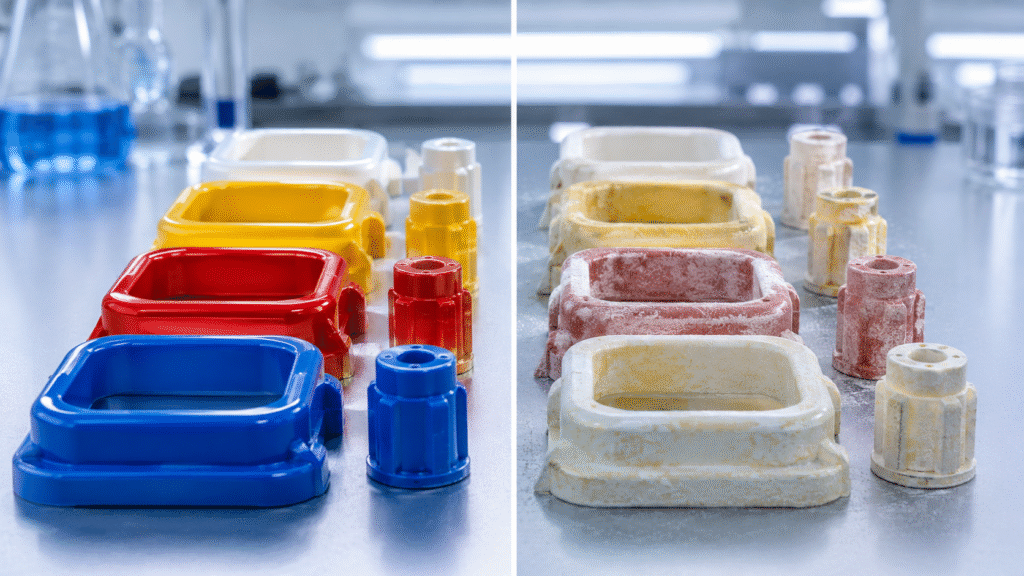
A proteção contra UV em ABS colorido raramente é resultado de adicionar genericamente um aditivo à formulação. É consequência de sistema integrado que combina absorvedores UV, estabilizadores HALS, antioxidantes, pigmentos compatíveis e concentração calibrada para a espessura da peça e a janela de exposição real. Dois materiais especificados como ABS colorido UV podem entregar performance de campo separada por anos de durabilidade efetiva, dependendo do que compõe o pacote interno.
| Referência técnica | |
|---|---|
| 3 famílias de aditivos | UVA, HALS e antioxidantes operam por mecanismos distintos |
| Sistema, não aditivo único | A sinergia entre componentes é o que entrega proteção real |
| ABS UV não é um | Pacotes vendidos com o mesmo nome variam significativamente |
| Aplicação dita o pacote | Interno protegido e externo direto exigem sistemas distintos |
Sensibilidade de ABS colorido a UV não é defeito do material: é consequência inevitável da química que torna o ABS colorido o material que ele é. ABS colorido é copolímero ternário com fase contínua de SAN e fase dispersa de polibutadieno. O butadieno tem ligações duplas C=C em sua cadeia, e essas ligações são fotoquimicamente sensíveis: a radiação UV na faixa de 290 a 400 nm tem energia suficiente para quebrá-las, iniciando reações em cadeia que degradam o polímero progressivamente.
Entender o mecanismo da degradação não é exercício acadêmico: é base para reconhecer por que diferentes aditivos protegem diferentemente. UVA absorve a radiação antes que ela quebre a ligação C=C; HALS captura os radicais livres já formados; antioxidantes interceptam os peróxidos. Cada um age em ponto específico do mecanismo, e nenhum substitui completamente o outro.
| Modo de falha | Como aparece em campo |
|---|---|
| Amarelecimento progressivo | Peça adquire tom amarelado, especialmente em cores claras. Mensurável como deslocamento de Delta E e mudança no índice de amarelecimento |
| Perda de brilho (chalking) | Superfície adquire aspecto fosco, granuloso ou farinhento. Frequentemente o primeiro sinal visível |
| Microfissuras superficiais | Pequenas trincas que progridem e viram pontos de iniciação para falhas mecânicas maiores |
| Desbotamento ou alteração de cor | Cor original muda perceptivelmente. Frequentemente o motivo de reclamação de cliente final |
| Fragilização mecânica progressiva | Peça começa a apresentar trincas em situações antes toleradas — encaixe forçado, queda, vibração |
| Embranquecimento (whitening) | Áreas desenvolvem aparência esbranquiçada em regiões de tensão concentrada. Sinal tardio de degradação avançada |
| Família de aditivos | Mecanismo de proteção | Limitação característica |
|---|---|---|
| UVA — absorvedores UV | Absorvem fótons UV antes que atinjam a matriz, dissipando energia como calor. Inclui benzotriazóis, triazinas e benzofenonas | Consumo gradual ao longo da vida útil; eficácia menor em peças finas |
| HALS — estabilizadores por aminas impedidas | Capturam radicais livres formados pela radiação e regeneram-se ciclicamente, oferecendo proteção sustentada | Eficácia reduzida em peças muito espessas; sensibilidade a contaminantes específicos |
| Antioxidantes (primários e secundários) | Capturam radicais peroxila (fenólicos impedidos) e decompõem peróxidos (fosfitos). Protegem contra oxidação térmica e fotoxidação | Sozinhos não bastam contra UV; são complemento essencial, não substitutos |
Em combinações UVA + HALS existe efeito sinérgico bem estabelecido: UVA reduz o estresse fotoquímico sobre HALS, prolongando seu ciclo de regeneração; HALS captura radicais que poderiam degradar o próprio UVA, prolongando sua eficácia. O resultado é sistema com proteção significativamente maior do que se obteria adicionando isoladamente o equivalente energético de cada um.
| Prática comum | Por que frequentemente falha |
|---|---|
| Especificar genericamente ABS UV sem detalhar o pacote | ABS UV abriga formulações com composição e desempenho significativamente distintos; especificação genérica aceita implicitamente o mais econômico |
| Adicionar UVA isoladamente sem HALS | Sistema com apenas UVA protege bem nos primeiros meses mas degrada a taxa significativa ao longo do tempo |
| Confiar em concentração subótima por economia | Concentração abaixo do limiar não funciona proporcionalmente; redução percentual de aditivos não corresponde à redução percentual de proteção |
| Subestimar interação entre pigmentos e sistema UV | Alguns pigmentos orgânicos catalisam degradação fotoquímica; especificar cor separadamente gera sistemas em que uma das duas falha primeiro |
| Não considerar a espessura da peça final | Peças finas exigem concentração maior de aditivos por volume; pacote calibrado para parede espessa pode ser insuficiente em peça fina |
| Confiar apenas em ensaio acelerado curto | Correlação entre horas de envelhecimento acelerado e meses reais depende do equipamento e ciclo; ensaio curto pode mascarar fragilidades |
| Esquecer que processamento consome aditivos | Temperatura de injeção e tempo de residência consomem fração mensurável dos aditivos antes da peça entrar em uso |
| Tipo de aplicação | Pacote UV necessário | Alternativa estratégica |
|---|---|---|
| Interno protegido | Pacote básico com antioxidantes e UVA discreto | ABS padrão com aditivação leve; foco em estabilidade térmica |
| Interno com UV indireta | Sistema UVA + HALS calibrado para exposição moderada | ABS com pacote UV declarado e quantificado |
| Externo eventual ou transporte | Sistema UVA + HALS reforçado | Considerar ASA quando exposição vira parte central |
| Externo direto contínuo | Sistema UVA + HALS de alta performance com pigmentos compatíveis | ASA é frequentemente escolha técnica superior ao ABS UV reforçado |
| Colorido com cor estável | Sistema UV completo com pigmentos selecionados por compatibilidade | Coordenação entre pacote UV e cor é crítica |
Estabilidade UV em ABS colorido é resultado de sistema integrado que combina três famílias de aditivos em sinergia, calibrados para o perfil de exposição, espessura da peça e vida útil declarada, com coordenação entre cor e proteção UV. Tratar a proteção como atributo binário, presente ou ausente, é simplificação que tipicamente leva a falhas em campo dentro do horizonte declarado.
A FRW Tech desenvolve compostos personalizados de ABS colorido com sistemas UV calibrados para o perfil específico de cada aplicação: UVA + HALS + antioxidantes em sinergia, concentração ajustada à espessura e janela de exposição, coordenação entre cor e proteção UV, e validação por ensaio acelerado correlacionado a exposição real.
▸ Conversar sobre sistema UV adequado para ABS colorido
A escolha entre PA6 reforçado com 30% de fibra de vidro e PA66, com ou sem reforço, é uma das decisões de especificação mais comuns em fabricação de autopeças para o mercado de reposição. PA6+30FV não é simplesmente versão mais barata de PA66, e PA66 não é genericamente superior em qualquer aplicação. Cada material tem janela de aplicação em que efetivamente vence o outro, e tentar substituir um pelo outro fora dessas janelas leva a falha em campo.
| Referência técnica | |
|---|---|
| Decisão técnica | Não é qual material é melhor; é qual atende a aplicação |
| 3 famílias de uso | PA6+30FV vence em umas, PA66 vence em outras |
| Variáveis críticas | Temperatura contínua, contato com fluidos, impacto, estabilidade dimensional |
| Custo informado | PA6+30FV tipicamente 15% a 25% mais barato que PA66 equivalente |
| Propriedade essencial | PA6 | PA66 |
|---|---|---|
| Temperatura de fusão | 215 a 225°C | 255 a 265°C |
| Tg seca | Aproximadamente 50°C | Aproximadamente 70°C |
| Absorção de umidade | 4% a 5% em saturação | 2,5% a 3% em saturação |
| Cristalização | Mais lenta, janela de processamento mais larga | Mais rápida, ciclos de injeção mais curtos |
| Tenacidade ao impacto | Maior, especialmente após condicionamento | Menor, mais sensível a entalhe |
| Estabilidade dimensional em umidade | Maior variação com mudança de umidade | Maior estabilidade, propriedades mais constantes |
| Custo relativo | 15% a 25% mais barato | Custo mais alto pela rota de polimerização |
A diferença de absorção de umidade entre PA6 e PA66 é o fator mais subestimado em decisão de especificação para aplicação automotiva. PA6 absorve até 5% de umidade em saturação contra cerca de 3% do PA66, com consequência direta sobre variação dimensional, redução de Tg em ambiente úmido e mudança de propriedades mecânicas entre condição seca e condicionada.
| Aplicação típica em reposição | Por que PA6+30FV é a escolha superior |
|---|---|
| Suportes estruturais e cabeças de cabos | Requisito de rigidez em temperatura ambiente, sem exposição a calor elevado. PA6+30FV entrega módulo necessário com tenacidade ao impacto melhor e custo menor |
| Carcaças de filtros de ar | Operação predominantemente em temperatura ambiente, com rigidez para suportar diferencial de pressão e acabamento superficial superior |
| Polias de tensão e roldanas auxiliares | Requisito alto de tenacidade ao impacto e módulo elevado em temperatura moderada. PA6+30FV tem combinação favorável com vantagem específica em tenacidade |
| Grades internas e guias de duto | Temperatura entre ambiente e algo elevado, sem contato com fluido quente. Custo significativamente menor com estabilidade adequada |
| Componentes com soldabilidade | PA6 tem janela de processo mais ampla em solda vibracional e ultrassônica, reduzindo refugo na linha de montagem |
| Peças com acabamento superficial | Menos floating de fibra na superfície, aparência mais uniforme sem tratamento secundário |
| Aplicação típica em reposição | Por que PA66 é tecnicamente insubstituível |
|---|---|
| Reservatórios de líquido de arrefecimento | Contato contínuo com água e etilenoglicol a 110-120°C. PA6 reforçado tem risco de falha por fluência ou hidrólise acelerada |
| Coletores de admissão e dutos de ar quente | Operação em temperatura elevada contínua com ciclos térmicos. Substituir por PA6 leva a deformação progressiva em campo |
| Componentes próximos ao turbocompressor | Exposição a temperatura radiante elevada e ciclos térmicos extremos. PA6+30FV simplesmente não atinge a resistência necessária |
| Carcaças de bomba em temperatura | Fluido quente em pressão exige material que mantenha propriedades dimensionais ao longo da vida útil |
| Componentes em contato com óleo motor | Óleo lubrificante em temperatura afeta materiais por exposição química e térmica. PA6 pode apresentar absorção excessiva em uso prolongado |
| Aplicações com estabilidade dimensional crítica | PA66 apresenta menor variação dimensional com umidade; PA6 pode mudar dimensões além do tolerável entre condição seca e úmida |
Fabricante de autopeças que tenta substituir PA66 por PA6+30FV em aplicação inadequada por economia de matéria-prima frequentemente descobre, dois ou três anos depois, que a economia foi mais que compensada por devoluções de garantia, perda de cliente e impacto reputacional difícil de quantificar.
| Variável crítica | Aponta para PA6+30FV | Aponta para PA66 |
|---|---|---|
| Temperatura contínua | Inferior a 100°C em uso prolongado | Acima de 100°C em uso contínuo ou cíclico |
| Contato com fluidos quentes | Sem contato direto ou eventual | Contato contínuo com água, etilenoglicol ou óleo |
| Tenacidade ao impacto | Alto, com risco de choque mecânico | Moderado, sem requisito de impacto severo |
| Estabilidade dimensional | Tolerável a alguma variação com umidade | Crítica, tolerâncias apertadas em diferentes condições |
| Custo unitário | Variável importante, pressão competitiva | Variável secundária, prioridade em desempenho |
| Acabamento superficial | Aparência uniforme importante | Aparência menos crítica, peça interna |

PA6+30FV e PA66 são polímeros distintos com janelas de aplicação distintas em reposição automotiva. PA6+30FV vence em aplicações com temperatura contínua moderada, sem contato direto com fluidos automotivos quentes, com requisito relevante de tenacidade ao impacto e sensibilidade a custo unitário. PA66 é insubstituível em aplicações com temperatura elevada, contato com fluidos quentes, requisito crítico de estabilidade dimensional e proximidade a regiões quentes do compartimento do motor.
Tratar os dois como intercambiáveis com ajuste de preço é simplificação tecnicamente errada que gera falha em campo previsível.
A FRW Tech desenvolve e fornece compostos técnicos personalizados de PA6 e PA66 reforçados para aplicações industriais e automotivas, com formulações ajustadas ao perfil de uso real da peça.
▸ Conversar sobre composto técnico adequado para aplicação específica